Vakumlu Silikon Kalıplama Nedir? Yüksek kaliteli plastik ve kauçuk parçaların düşük adetli üretimlerinde kullanılan vakumlu silikon kalıplama, günümüzün en esnek imalat teknolojilerinden biridir. Süreç, kusursuz yüzey kalitesine sahip bir “master model” hazırlanmasıyla başlar. Bu model etrafında oluşturulan esnek silikon kalıbın içine, sıvı poliüretan reçineler dökülür. İşlemin tamamen kapalı bir vakum odasında gerçekleştirilmesi sayesinde, reçine içindeki hava kabarcıkları donma öncesinde tamamen tahliye edilir. Sonuç olarak, geleneksel plastik enjeksiyon kalitesini aratmayan, tamamen yoğun ve hatasız parçalar elde edilir.
Günümüzün rekabetçi üretim ekosisteminde yeni bir donanım ürününü pazara sunmak; hız, mühendislik hassasiyeti ve ciddi bir maliyet optimizasyonu gerektiriyor. Ürün geliştirme ekipleri ve endüstriyel tasarımcılar, tasarımlarını doğrulamak için genellikle yüksek kaliteli prototiplere veya az adetli (low-volume) seri üretim koşularına ihtiyaç duyarlar. Ne var ki, bu adetler için çelik kalıp yatırımı yapmak finansal açıdan mantıklı bir hamle değildir. Tam da bu noktada devreye giren vakumlu silikon kalıplama, ürün geliştirme ve prototipleme aşaması ile devasa seri üretim yatırımları arasındaki boşluğu kusursuz bir şekilde doldurur.
Hazırladığımız bu kapsamlı rehberde, vakum döküm sürecinin mutfağına girerek teknik detayları, yöntemin sunduğu mekanik avantajları ve malzeme yeteneklerini derinlemesine inceleyeceğiz. İster yeni bir medikal cihazın sertifikasyon testleri için prototiplere ihtiyaç duyun, ister özel bir otomotiv projesi için az adetli plastik parça ürettirin; bu teknolojinin sınırlarını ve geleneksel enjeksiyona karşı konumunu anlamak, imalat iş akışınızda ciddi bir verimlilik sıçraması yaratacaktır.
Vakumlu Silikon Kalıplama Sürecinin Temeli
Endüstride genellikle “Vacuum Casting” veya “Silikon Kalıplama” olarak da bilinen bu yöntem, az adetli fonksiyonel plastik ve elastomer parçaların üretimi için geliştirilmiş üst düzey bir kopyalama tekniğidir. Bütün operasyon, nihai ürünle birebir aynı geometriye sahip bir ana modelin (master model) üretilmesine dayanır. Bu model kullanılarak dayanıklı ve esnek bir silikon kalıp oluşturulur; ardından bu kalıbın içine iki bileşenli poliüretan (PU) reçineler dökülerek üretim gerçekleştirilir.
Vakum Odasının Kritik Rolü
Bu üretim metodunu sıradan reçine döküm işlemlerinden ayıran en kritik faktör, tüm karıştırma ve döküm operasyonlarının özel bir vakum kabini (vacuum chamber) içinde yapılmasıdır. Standart atmosferik koşullarda yoğun kıvamlı reçineleri karıştırdığınızda, sıvı içine ister istemez mikroskobik hava kabarcıkları hapsolur. Bu kabarcıklar kalıp duvarlarına yapışarak yüzeyde çukurlar oluşturabileceği gibi, parçanın iç kesitlerinde kalarak gözle görünmeyen çok tehlikeli yapısal zayıflıklara da yol açabilir.
Döküm işleminin vakum altında gerçekleştirilmesi, ortamdaki hava basıncını sıfıra indirerek sıvı içindeki hapsolmuş gazların hızla genleşmesini ve yüzeye çıkarak tahliye olmasını sağlar. Reçine donmaya (kürlenmeye) başlamadan önce tüm hava emildiği için, ortaya çıkan nihai parça %100 dolu, gözeneksiz ve master modelin mikrometre seviyesindeki yüzey detaylarını bile kusursuzca yansıtan bir yapıda olur.
B2B imalat dinamikleri göz önüne alındığında, bu süreç 10 ile 200 adet arası üretim bandı için “en ideal ve verimli aralığı” temsil eder. Şirketlere, on binlerce dolarlık kalıp maliyetine girmeden enjeksiyon kalıplamanın sunduğu mekanik gücü ve estetik kaliteyi sağlama imkanı sunar.
Adım Adım Üretim Süreci: Teknik Rehber
Vakumlu silikon kalıplama, makine otomasyonundan ziyade yüksek düzeyde ustalık ve tecrübe gerektiren, birbirine sıkı sıkıya bağlı çok aşamalı bir üretim prosedürüdür. Kaliteden ödün vermemek adına her adımın hassas çevresel kontroller altında gerçekleştirilmesi gerekir.
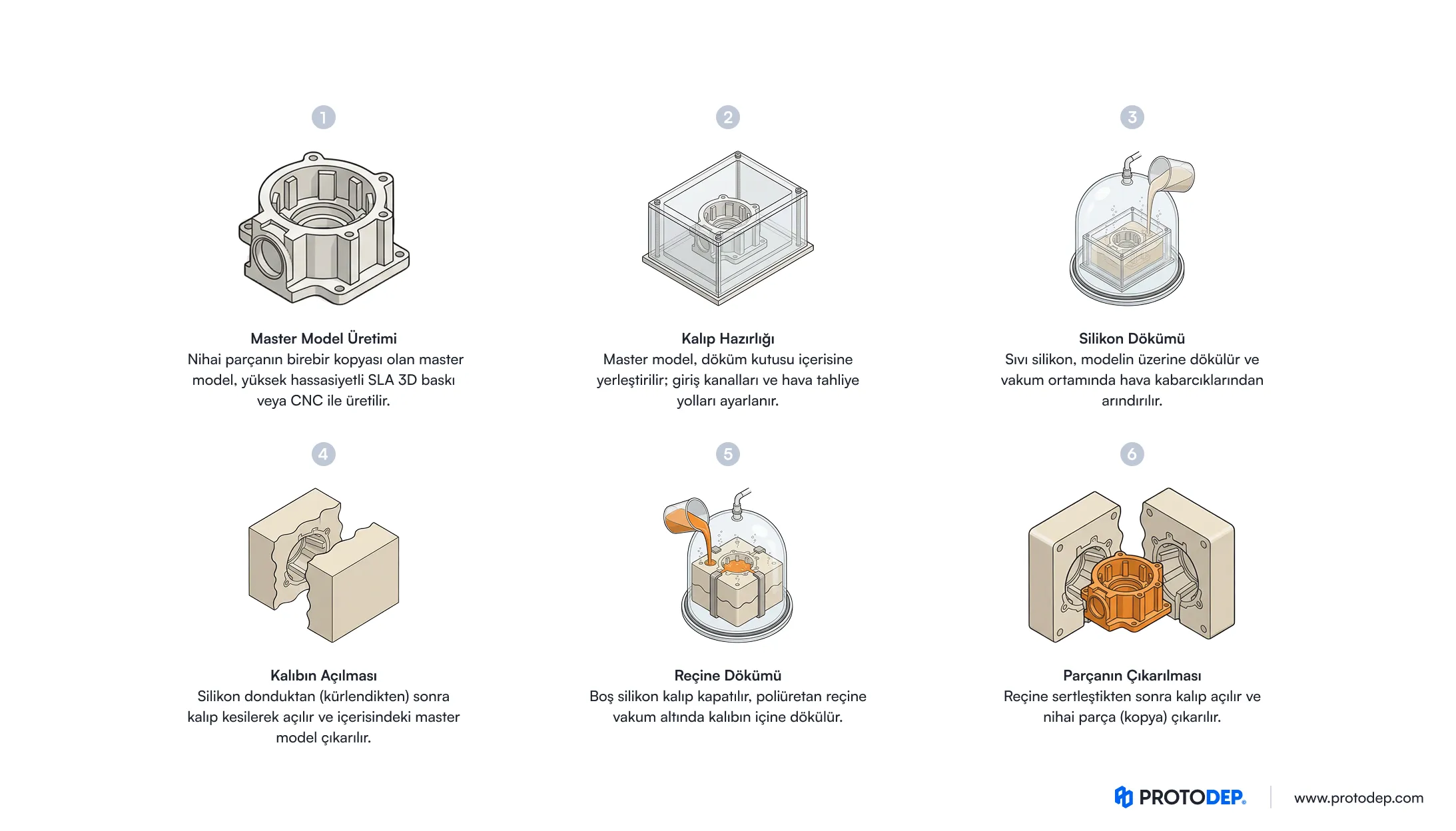
Adım 1: Master Modelin Üretilmesi
Kusursuz bir üretimin ilk şartı, kusursuz bir ana model elde etmektir. Sıvı silikon, üzerine döküldüğü yüzeyin dokusunu moleküler düzeyde kopyalayabildiği için, master model üzerindeki en ufak bir çizik bile doğrudan nihai parçalara yansıyacaktır.
SLA 3D Baskı veya CNC İşleme
Endüstride master modeller genellikle SLA/DLP Reçine Baskı teknolojileri kullanılarak üretilir. Hassas bir UV lazerin, ışığa duyarlı reçineyi katman katman kürlemesiyle çalışan bu teknolojinin detaylarını merak ediyorsanız, SLA ve DLP 3D Baskı Nedir? Çalışma Prensibi, Avantajları ve Karşılaştırma yazımızı inceleyebilirsiniz. Diğer yandan, ekstrem boyutsal kararlılık veya çok sıkı geometrik toleranslar gerektiren bazı özel donanım parçalarında 5 eksenli CNC işleme tercih edilir. Bu durumlarda alüminyum bloklar veya sıcaklık değişimlerine dirençli yüksek yoğunluklu tooling board malzemeleri işlenerek kalıp modeli çıkarılır.
Yüzey İşlemleri ve Hazırlık
Üretilen master model doğrudan kalıba alınmaz; zorlu ve titiz bir manuel ardıl işlem (post-processing) sürecinden geçer. Teknisyenler, 3D baskıdan kalan en ufak katman izini bile yok etmek için modeli farklı zımpara dereceleriyle pürüzsüzleştirir. Müşterinin talebine göre yüzeyler cam gibi parlatılabilir veya özel dokularla boyanabilir. İstenen yüzey kalitesine ulaşıldıktan sonra model iyice temizlenir ve silikonun yapışmasını önlemek amacıyla özel bir ayırıcı ajan (release agent) ile kaplanır. Ayrıca, hem silikonun hem de poliüretan reçinenin termal çekme (shrinkage) payları hesaplanarak modelin boyutları bu oranda önceden büyütülür.
Adım 2: Silikon Kalıbın Oluşturulması
Model hazırlandıktan sonra, projenin üretim aracı (tooling) olarak kullanılacak olan esnek RTV silikon kalıbın döküm aşamasına geçilir.
Döküm Kutusu ve Yolluk Sisteminin Kurulumu
Master model, ölçülerine uygun rijit bir döküm kutusunun içine askıda kalacak şekilde yerleştirilir. Ardından, sıvı reçinenin kalıba dolacağı giriş noktalarını belirleyen bir yolluk (gating) sistemi ve içerideki havanın dışarı itilmesini sağlayacak tahliye kanalları (vent) modele dikkatlice sabitlenir. Bu kanalların konumu, döküm mühendisliğinin en kritik kararlarından biridir; yanlış bir konumlandırma parçanın eksik dolmasına (short shot) veya yüzeyde istenmeyen kaynak izlerinin (weld lines) oluşmasına neden olabilir.
Silikonun Dökülmesi ve Vakumda Gaz Alma
Kürleme ajanı ile homojen bir şekilde karıştırılan sıvı RTV2 kalıp silikonu, döküm işleminden hemen önce vakum kabinine alınarak kendi içindeki havadan tamamen arındırılır. Gaz alma işlemi tamamlanan silikon, master modeli ve yolluk sistemini tamamen içine alacak şekilde kutuya dökülür. İşin sırrı, döküm yapıldıktan sonra tüm kutunun tekrar vakum odasına alınmasında yatar. Bu ikincil vakumlama sayesinde sıvı silikon, en ufak bir hava boşluğu bırakmadan modelin kör deliklerine, mikro dokularına ve ters açılarına kadar kusursuz bir şekilde nüfuz eder.
Silikonun Kürlenmesi
Havası tamamen alınmış döküm kutusu, sıcaklık kontrollü endüstriyel fırınlara yerleştirilir. Genellikle 40°C ile 45°C aralığında, kalıbın hacmine bağlı olarak 12 ila 24 saat boyunca bekletilir. Süreç sonunda sıvı silikon tam anlamıyla vulkanize olarak sağlam, esnek ve yırtılmaya karşı dirençli bir kauçuk bloğa dönüşür.
Kalıbın Kesilmesi ve Modelin Çıkarılması
Kürlenen silikon blok kalıptan çıkarıldıktan sonra tecrübeli bir teknisyen tarafından özel bir teknikle kesilerek açılır. Bu kesim işlemi düz bir hat üzerinden değil, dalgalı ve birbirine kenetlenen zikzaklı bir desenle yapılır. Bu sayede, kalıbın iki yarısı üretim sırasında tekrar birleştirildiğinde bir yapboz gibi kusursuzca birbirine oturur ve döküm parçalarında kademe izi (step-mismatch) oluşması engellenir. Master model içeriden nazikçe çıkarıldıktan sonra, silikonun içinde üretime hazır mükemmel bir negatif boşluk kalır.
Adım 3: Vakumlu Döküm Aşaması
Kalıbın hazırlanmasının ardından, sipariş edilen gerçek poliüretan prototiplerin ve son kullanım parçalarının seri üretimi başlar.
Kalıbın Hazırlanması
Döküm öncesinde silikon kalıbın iç çeperlerine hafifçe kalıp ayırıcı sprey (mold release) uygulanır. Kalıbın iki yarısı kapatılarak güçlü bantlarla sarılır. Özellikle büyük hacimli parçalarda, sıvı reçinenin yaratacağı iç basınçla esnek silikonun şişmesini veya formunu kaybetmesini önlemek için kalıp dışarıdan rijit destek plakaları arasına sıkıştırılır.
Poliüretan Reçinelerin Karıştırılması
Üretimde kullanılan poliüretan reçineler, birbirine karıştığında tepkimeye giren A ve B bileşenlerinden oluşur. Daha akışkan bir yapı elde etmek için önceden ısıtılan bu bileşenler, vakum makinesinin haznesine yerleştirilir. Makine otomasyonu, reçinelerin doğru kimyasal reaksiyonu verebilmesi için formülde belirtilen çok hassas ağırlık oranlarında bileşenleri aynı kaba aktarır.
Vakum Altında Döküm
Kabin içindeki atmosfer basıncı tamamen sıfırlandığında, mekanik çırpıcılar devreye girerek iki bileşeni güçlü bir şekilde birbirine yedirir. Vakum ortamında olunduğu için karışıma hiçbir hava molekülü sızamaz. Ardından makine, karıştırma kabını otomatik olarak eğer ve reaktif reçineyi kalıbın yolluk hunisine döker. Yerçekiminin etkisiyle süzülen sıvı, vakumun da yardımıyla en kılcal kanalları dahi doldurur. Kalıp tamamen dolduğunda vakum kapatılır ve atmosfer basıncı aniden kabin içine geri döner. Bu basınç değişimi, içerideki reçineyi devasa bir güçle kalıp duvarlarına iterek parçanın tüm detayları kusursuzca kopyalamasını sağlar.
Adım 4: Kürleme ve Kalıptan Çıkarma
Son aşama, sıvı reçinenin katı bir plastik yapıya dönüşmesi ve nihai montaja hazır hale getirilmesidir.
Termal Kürleme
Vakum makinesinden alınan dolu silikon kalıp vakit kaybetmeden kürleme fırınına aktarılır. Genellikle 70°C civarındaki fırın ısısı, poliüretanın ekzotermik (ısı veren) kimyasal reaksiyonunu hızlandırarak malzemenin kemikleşmesini sağlar. Bu işlem, parçanın et kalınlığına bağlı olarak 45 dakika ile birkaç saat arasında sürebilir.
Parçanın Çıkarılması ve Ardıl İşlem
Kürleme süreci tamamlandığında kalıp fırından çıkarılır. Teknisyenler esnek silikonu esneterek açar ve katılaşmış parçayı hiçbir zarar vermeden gün yüzüne çıkarır. Çelik kalıplarda üretilmesi imkansız olan çok karmaşık ters açılı (undercut) tasarımlar bile silikonun esnek doğası sayesinde kolayca kalıptan ayrılır. Son olarak, parçanın üzerindeki fazla döküm yollukları ve tahliye çubukları el işçiliğiyle kesilir, bağlantı noktaları zımparalanarak pürüzsüzleştirilir. Gerekirse boyama, EMI yalıtım kaplaması veya metal diş ekleme gibi ikincil işlemler uygulanarak parça müşteriye sevk edilmeye hazır hale getirilir.
Vakumlu Silikon Kalıplamanın Avantajları
Vakumlu kalıplama, hızlı prototipleme ile geleneksel donanım üretimi arasındaki keskin geçişi yumuşatan, oldukça geniş yelpazede avantajlar sunan bir üretim teknolojisidir.
Vakumlu Silikon Kalıplamanın Avantajları
Olağanüstü Yüzey Kalitesi: Çok düşük yüzey gerilimine sahip olan sıvı silikon, vakum altında modelin tüm şeklini mikroskobik düzeyde sarar. Bu sayede, dökülen poliüretan parçalar master modelin dokusunu hatasız bir şekilde kopyalar. Enjeksiyon kalitesinde pürüzsüz veya özel desenli yüzeyler doğrudan kalıptan çıkar.
Hızlandırılmış Teslimat Süreleri: Alüminyum veya çelik bir enjeksiyon kalıbının işlenip teste girmesi genellikle 4 ila 12 hafta gibi ciddi süreler alır. Vakumlu kalıplamada ise sipariş onayından itibaren ilk parti ürünlerin teslimatı yalnızca 7 ila 10 gün sürer; bu da piyasaya çıkış hızınızı muazzam oranda artırır.
Geniş Malzeme Spektrumu: Bu teknoloji tek bir standart plastiğe mahkum değildir. Endüstrinin ihtiyaç duyduğu termoplastik karakterlerini simüle eden onlarca farklı reçine mevcuttur. Dayanıklı donanımlarınız için ABS-Like teknik reçineler seçebileceğiniz gibi, esneklik gerektiren projelerde kauçuk muadili malzemeler kullanabilirsiniz.
Tasarım Özgürlüğü ve Ters Açılar: Silikon kalıbın kauçuk gibi esneyebilen yapısı sayesinde çok karmaşık parçalar kalıptan rahatlıkla çıkar. Çelik kalıplamada maça ve itici kullanımını zorunlu kılan katı DFM (Üretilebilirlik) kısıtlamalarına takılmadan, oldukça agresif ters açılara (undercut) sahip ürünler tasarlayabilirsiniz.
Hava Boşluksuz Tam Yoğunluk: Vakum ortamında gerçekleştirilen döküm, parçanın iç yapısında mikroskobik hava kabarcıklarının kalmasını %100 oranında engeller. Parçanın içine gizlenmiş hava boşlukları, mekanik baskı altında parçanın kırılmasına neden olan tehlikeli stres noktalarıdır; vakum teknolojisi bu riski tamamen elimine eder.
İnsert Eklemeleri ve Üst Kalıplama (Overmolding): Üretim esnasında pirinç dişler veya metal donanımlar kalıbın içine asılarak parçaya gömülü (insert molding) halde üretilebilir. Ek olarak, sert bir plastik çekirdek döküldükten sonra etrafına esnek kauçuk dökülerek iki aşamalı (2K) parça üretimi oldukça ekonomik bir şekilde simüle edilebilir.
Vakumlu Silikon Kalıplamanın Dezavantajları
Kendi kategorisinde rakipsiz bir teknoloji olsa da vakumlu kalıplama, B2B mühendislik ve satın alma ekiplerinin doğru kararı verebilmesi için iyi bilinmesi gereken belirli üretim kısıtlamalarına sahiptir.
Vakumlu Silikon Kalıplamanın Dezavantajları
Sınırlı Kalıp Ömrü (15 – 25 Baskı): Bu yöntemin en belirgin teknik kısıtlaması, silikon kalıpların uzun ömürlü olmamasıdır. Kürlenme esnasında poliüretan reçinenin yaydığı yüksek ekzotermik ısı ve agresif kimyasal reaksiyon, her dökümde silikonun yapısını biraz daha yıpratır. Zamanla esnekliğini yitiren ve mikro yırtıklar oluşturan bir silikon kalıptan kalite standartları düşmeden en fazla 15 ila 25 adet parça alınabilir.
Malzeme Yapısındaki Kimyasal Farklar: Döküm reçineleri, enjeksiyonda kullanılan termoplastiklerin mekanik özelliklerini mükemmele yakın simüle etse de kimyasal olarak onlarla aynı aileden gelmezler. Poliüretanlar “termoset” karakterli plastiklerdir; dolayısıyla nihai üretim malzemelerine kıyasla uzun süreli UV dayanımları veya çok spesifik asit dirençleri farklılık gösterebilir.
Yüksek Hacimli Üretime Uygunsuzluk: Yukarıda belirtilen kısa kalıp ömrü ve tamamen yetkin el işçiliğine dayanan proses yapısı nedeniyle bu yöntem, yüksek hacimlere ölçeklenemez. İhtiyacınız olan ürün adedi 300-500 sınırını aştığında sürekli yeni silikon kalıp yapmak operasyonel bir yüke dönüşür. Bu noktada hızlı kalıplama (rapid tooling) veya doğrudan alüminyum enjeksiyon çok daha uygun maliyetli hale gelir.
Termal Çekme Toleranslarının Kontrolü: Süreç doğası gereği iki ayrı termal büzülme aşamasına tabidir: Önce silikon kendi içinde çeker, ardından poliüretan dökümden sonra büzülür. Mühendisler bu çekme paylarını önceden hesaplayıp master modeli büyüterek kompanse etse de, CNC işlemedeki gibi +/- 0.05 mm bandında aşırı hassas mikro-toleransları sürdürmek bazı büyük geometrilerde zorlayıcı olabilir.
Vakumlu Kalıplama ve Enjeksiyon Kalıplama Karşılaştırması
Plastik parça üretiminin endüstri standardı olan enjeksiyon kalıplama, erimiş termoplastiğin devasa çelik boşluklara muazzam basınçlarla enjekte edilmesi prensibiyle çalışır. Vakum dökümün imalat dünyasında nereye oturduğunu tam olarak görebilmek için, bu iki yöntemi donanım ekonomisi üzerinden karşılaştırmak şarttır.
Buradaki en keskin ayrım CapEx (Sermaye Harcaması) ve OpEx (Operasyonel Harcama) ekseninde şekillenir. Enjeksiyon kalıplama on binlerce dolarlık devasa bir ön yatırımla başlar, ancak seri üretimde parça başı birim maliyeti neredeyse sent seviyesine iner. Vakumlu kalıplama ise ön yatırımı birkaç yüz dolar seviyesine çekerek sıfırlasa da, yüksek nitelikli el işçiliği ve pahalı reçineler nedeniyle parça başı üretim maliyetini yukarıda tutar.
| Özellik / Metrik | Vakumlu Silikon Kalıplama | Plastik Enjeksiyon Kalıplama |
|---|---|---|
| Kalıp Maliyeti (Ön Yatırım) | Çok Düşük (Genellikle $200 – $1,000 arası) | Çok Yüksek ($5,000’dan başlayıp $100,000+’a çıkabilir) |
| İlk Ürün Çıkış Süresi | Çok Hızlı (3 ile 10 Gün) | Yavaş (Tasarım ve üretime göre 4 ile 12 Hafta) |
| Birim Parça Maliyeti (OpEx) | Görece Yüksek ($10 – $150+ bandında) | Oldukça Düşük ($0.05 – $5.00 bandında) |
| İdeal Üretim Hacmi | 10 ile 200 adet | 1,000 adetten başlayıp milyonlara kadar |
| Maksimum Kalıp Ömrü | 15 ile 25 döküm | 10,000 ile 1,000,000+ vuruş |
| Tasarım Geometrisi | Çok Esnek (Ters açılı parçalar kolayca sıyrılır) | Sıkı Kurallar (Maça, itici ve kalıp ayırma açıları şarttır) |
Tablonun da açıkça ortaya koyduğu üzere; eğer binlerce adetlik bir pazar hacmine henüz hazır değilseniz, vakumlu kalıplama sizi çelik kalıp masraflarının riskinden tamamen korur. Devasa yatırımları es geçmenize rağmen, müşterilerinize sunacağınız ürünler enjeksiyon bandından çıkmış hissiyatı ve gücü vermeye devam eder.
Vakum Döküm Hangi Durumlarda Tercih Edilir?
Hem esnekliği hem de yüksek estetik kalitesi göz önüne alındığında, vakum döküm teknolojisi belirli B2B imalat ve ürün geliştirme senaryolarında şirketinize ciddi hız ve kar marjı kazandırır.
- Ağır Fonksiyonel ve Mekanik Testler: Donanım mühendisleri seri üretime geçmeden önce ürünün sahadaki davranışını ölçmek ister. Vakum dökümle üretilen sağlam poliüretan parçalar, termal döngü ve düşme (drop-test) gibi zorlu saha koşullarında gerçek bir plastik gibi dayanım gösterir.
- Klinik Araştırmalar ve Beta Kullanıcı Testleri: Lansman öncesi hastanelere veya hedef kitleye dağıtılacak deneme ürünleri için 3D baskı genellikle yeterince “premium” bir hissiyat yaratmaz. Vakum döküm ürünler ise son tüketiciye sunulacak estetiğe ve yüzey kalitesine sahip olduğu için beta testlerinin çok daha doğru geri bildirimlerle sonuçlanmasını sağlar.
- Erken Lansman ve Üretime Geçiş Köprüsü (Bridge to Production): Ürünün siparişleri alınmaya başlanmış ancak fabrikadaki asıl çelik kalıpların gelmesine daha 2 ay varsa; vakumlu kalıplama ilk lansman partisindeki 100-200 ürünü sağlayarak tedarik zincirindeki bu krizi kusursuzca çözer.
- Düşük Hacimli Endüstriyel Donanım Üretimi: Savunma sanayi ekipmanları veya laboratuvar test cihazları gibi aşırı niş B2B donanımlarının zaten yıllık satış hacimleri yüzlerce adetle sınırlıdır. Bu tarz özel donanımlar için silikon kalıplama bir prototip aracı olmaktan çıkarak, başlı başına nihai (end-use) imalat yöntemi haline gelir.
Silikon Kalıplamada Kullanılan Malzemeler Nelerdir?
Sürecin tüm esnekliği, sahip olduğu gelişmiş polimer kimyası yelpazesinde gizlidir. Üreticiler, iki bileşenli poliüretan reçineler kullanarak seri üretim plastiklerinin termal ve mekanik yapılarını son derece başarılı bir şekilde kopyalayabilirler. En sık tercih edilen endüstriyel malzemeler şunlardır:
ABS Benzeri (ABS-Like) Reçineler
Darbe direnci ve mükemmel boyutsal kararlılığıyla endüstrinin en çok güvendiği, günlük projelerin vazgeçilmezidir. Seri üretim ABS plastiğinin mekanik karakterini yansıtan Poliüretan Döküm Reçinesi (ABS Muadili), tüketici elektroniği muhafazalarından mekanik taşıyıcı bileşenlere kadar oldukça geniş bir alanda kullanılır.
Polikarbonat (PC) ve Naylon Benzeri Reçineler
Mühendislik projeniz yüksek sertlik ve kırılgan olmayan tok bir yapı gerektiriyorsa PC veya Naylon muadili poliüretanlar devreye girer. Sert darbelere ve aşınmalara karşı ABS reçinelere göre daha yüksek bir dayanım gösteren Teknik Döküm Reçinesi (Naylon Muadili), bilhassa zorlu otomotiv bileşenleri ve ağır iş makinesi prototipleri için tercih edilir.
Şeffaf ve Optik Reçineler
Tamamen ayna parlaklığına getirilmiş bir master model etrafında hazırlanan silikon kalıba Şeffaf Döküm Reçinesi (Optik) döküldüğünde, cam veya akrilik berraklığında optik parçalar elde edilir. Medikal sektöründeki sıvı akış manifoldları (fluidic manifolds) ve otomotiv far lenslerinin prototiplenmesi için alternatifi olmayan bir formülasyondur.
Kauçuk ve Elastomerik Reçineler
Sert plastiğin aksine kürlendiğinde tamamen esnek bir kauçuk yapısı kazanan bu formüller, polimer endüstrisinde evrensel kabul gören Shore A sertlik derecelerine göre sınıflandırılır. Sızdırmazlık gerektiren contalar, giyilebilir teknoloji kordonları veya tutuşu kolaylaştıran “overmolded” kaplamalar için Esnek Döküm Reçinesi (PP Muadili) oldukça verimli bir çözümdür.
Yanmaz Sertifikalı Reçineler (UL94)
Havacılık ve elektronik sektörlerinde güvenlik en önemli unsurdur. Bazı poliüretanlar katı UL94 V-0 standartlarını karşılayacak şekilde üretilir. Projelerinizde Yanmaz Sertifikalı Reçine (UL94) kullanarak zorlu B2B güvenlik testlerini rahatlıkla geçebilirsiniz.
Maliyet Mantığı ve ROI Analizi
Vakumlu silikon kalıplamayı üretim portföyünüze eklemeden önce, yöntemin arkasındaki “sabit maliyet – değişken maliyet” matematiğini iyi analiz etmek gerekir. Bu süreç, donanım girişimlerini en çok korkutan devasa ön yatırım harcamalarını ortadan kaldırarak riski minimize eder.
Sabit Maliyetler (CapEx)
Sürece başlarken cebinizden çıkacak olan tek yatırım (sabit maliyet), kusursuz bir master modelin üretilmesi ve ilk silikon kalıbın dökülmesidir. Parçanın büyüklüğüne ve karmaşıklığına bağlı olarak bu tutar tipik olarak 300$ ile 1.500$ arasında şekillenir. En küçük ve basit bir alüminyum enjeksiyon kalıbının 10.000$ sınırından başladığı düşünüldüğünde, prototipler veya düşük adetler için bu ön yatırım neredeyse hissedilmez bile.
Değişken Maliyetler (OpEx)
Bu metodolojide parça başına ödediğiniz birim maliyet nispeten yüksektir. Gelişmiş poliüretan reçineler oldukça spesifik ve pahalı kimyasallar olmasının yanı sıra, vakum döküm işleminin kendisi başından sonuna kadar nitelikli bir teknisyenin manuel emeğine dayanır. Kalıbın bantlanması, temizlenmesi ve parçanın çıkarılarak zımparalanması gibi işçilik kalemleri eklendiğinde, ortalama bir parçanın birim maliyeti boyutuna göre 15$ ile 200$ arasında değişebilir.
Kâr / Zarar Başabaş Noktası (Breakeven)
Yatırım Getirisi (ROI) kararını verirken miktar üzerinden net bir başabaş (breakeven) noktası hesaplamalısınız. Diyelim ki cihazınızın ilk lansmanı için tam 50 adet dış muhafazaya ihtiyacınız var. Vakum dökümde kalıp ve parça bedelleri dahil toplam harcamanız yaklaşık 2.500$ seviyesinde kalırken; enjeksiyon tarafında yalnızca kalıp yatırımı ile 10.050$ seviyesine çıkarsınız. Vakum döküm bu senaryoda şirketinizin bütçesini devasa bir yükten kurtarır.
Öte yandan sipariş miktarınız 1.000 adede ulaştığında tablo tamamen tersine döner. 1.000 adet parça için kalıp ömrü nedeniyle yaklaşık 40 kez yeni silikon kalıp dökmeniz gerekir ki bu durum toplam maliyeti 70.000$ gibi akıl dışı seviyelere çeker. Aynı senaryoda enjeksiyon kalıplama, kalıp amorti edildiği için toplamda 11.000$ seviyesinde kalarak tartışmasız şekilde galip gelir. Sonuç olarak endüstriyel altın kural şudur: 200-250 adedin altındaki tüm üretim gruplarında vakumlu kalıplama eşsiz bir ROI sağlar.
Vakum Döküm Uygulama Alanları ve Sektörler
Kalıp maliyeti yaratmayan esnek doğası ve yüksek estetik kopyalama yeteneği, vakum döküm prosesini teknoloji ve ağır sanayi üretiminin ayrılmaz bir parçası haline getirmiştir.
Otomotiv Endüstrisi
Yeni araç konseptleri geliştirilirken otomotiv ve mobilite OEM şirketleri iç tasarım doğrulamalarını vakum dökümle yapar. Direksiyon simidindeki esnek butonlar, deri dokusuna sahip havalandırma kanalları veya far grubu içindeki polikarbonat muadili reflektörler bu şekilde çok hızlı üretilerek gerçek montaj testlerine sokulur.
Medikal ve Tıbbi Cihazlar
Klinik onay süreçleri çok ağır işleyen medikal ve sağlık teknolojileri sektöründe, pürüzsüz ve sterilize edilmesi kolay yüzeyler hayati önem taşır. Cerrahi aletlerin ergonomik tutamaçları veya masaüstü teşhis cihazlarının dayanıklı dış muhafazaları, kalıp yatırımı yapılmadan yüzlerce adet dökülerek hastanelerdeki hekim denemelerine gönderilir.
Tüketici Elektroniği
Yeni bir akıllı ev cihazı, giyilebilir bir teknoloji ürünü veya dizüstü bilgisayar konsepti üzerinde çalışan tüketici elektroniği markaları için “ürün hissiyatı” her şeydir. Serigrafi boyanmış düğmeler, esnek silikon kılıflar ve cam berraklığındaki lens bileşenleri vakum döküm ile gerçeğinden ayırt edilemeyecek kalitede çoğaltılır.
Havacılık ve Uzay
Sektörel doğası gereği zaten milyonluk adetlere asla ulaşmayan havacılık ve uzay üretiminde, yüksek alev direnci sağlayan spesifik hava kanalları, dron kabukları veya özel kabin içi yolcu aydınlatma panelleri bu yöntemle hem hızlı hem de standartlara uygun bir şekilde imal edilir.
Endüstriyel Ekipman ve Robotik
Ağır sanayi otomasyonlarında kullanılan özel robotik kollar, sensör kapakları ve koruyucu tampon üreten endüstriyel makine ve robotik firmaları için yıllık satış adedi zaten sınırıdır. Bu nedenle şirketler vakum dökümü sadece prototiplemek için değil, direkt müşteriye satacakları son ürünün kendisini (end-use part) üretmek için kullanırlar.
Sık Sorulan Sorular (FAQ)
Endüstri standardında dökülen bir silikon kalıbın ortalama ömrü 15 ile 25 parça arasındadır. Bu ömür tamamen ürettiğiniz parçanın tasarım zorluğuna bağlıdır. Eğer parça çok fazla keskin köşeye ve ters açıya sahipse veya dökülen reçine kürlenirken çok fazla ısı yayarak silikonu yakıyorsa, kalıp ömrü 15 civarında kalabilir. Pürüzsüz ve basit geometrilerde ise bu sayı rahatlıkla 30’ları bulabilir.
Evet, optik berraklık bu yöntemin en iddialı olduğu alanlardan biridir. Burada kritik nokta master modelin yüzeyinin tamamen ayna parlaklığına getirilmesidir. Pürüzsüz model, iç çeperi cam gibi kaygan bir silikon kalıp yaratır. Ardından özel optik poliüretan reçine vakum altında içeri döküldüğünde akrilik veya polikarbonat berraklığına sahip, tamamen saydam lensler veya kapaklar elde edebilirsiniz.
Silikon kalıp esnek bir malzeme olduğu ve döküm esnasında iki ayrı ısıl büzülme payı işin içine girdiği için CNC frezeleme gibi ekstrem mikro toleranslar beklemek doğru olmaz. Standardımız genellikle ± %0.15 ile ± %0.25 (minimum ± 0.1 mm) civarındadır. Donanım üretimindeki mekanik montaj testleri ve görsel doğrulama süreçleri için bu tolerans aralığı oldukça güvenilir ve yeterlidir.
Kesinlikle evet. İnsert kalıplama (insert molding), vakum döküm süreçlerinde çok sık başvurduğumuz ve son derece başarılı sonuçlar veren bir uygulamadır. Dökümden önce teknisyenlerimiz pirinç dişleri, vidaları veya metal takviye plakalarını kalıbın içine özel pimlerle sabitler. Sıvı reçine bu metallerin etrafını sımsıkı sararak donar ve mekanik dayanımı çok yüksek, entegre montaj noktaları yaratır.
Normal atmosfer şartlarında kalın kıvamlı kimyasal reçineleri karıştırdığınızda içerisine ister istemez hava hapsolur. Eğer bu karışımı normal bir şekilde kalıba dökerseniz, o hava molekülleri içeride sıkışarak yüzeyde çukurlar veya parçanın tam göbeğinde zayıf kof alanlar yaratır. Kabin içindeki vakum ortamı, bu hapsolmuş gazların genleşerek sıvıdan hızla kaçmasını sağlar. Sonuçta %100 dolu, yapısal bütünlüğü enjeksiyon parçalarla aynı olan hatasız bir ürün ortaya çıkar.
Sonuç ve Değerlendirme
Vakumlu silikon kalıplama, donanım geliştiren her B2B işletmesinin üretim stratejilerinde muhakkak yer alması gereken, oldukça esnek ve stratejik bir imalat teknolojisidir. İlk aşamadaki 3D baskı parçaların mekanik yetersizliği ile çelik kalıplamanın getirdiği ağır finansal yük arasındaki o tehlikeli boşluğu mühendislik açısından kusursuz bir şekilde kapatır.
Kritik vakum teknolojisi sayesinde parçalarda oluşabilecek hava boşluklarını tamamen engelleyerek, estetik açıdan enjeksiyon hissiyatı veren ve saha testlerinde güvenle kullanılabilecek kadar sağlam ürünler elde etmenizi sağlar. Kalıp ömrünün nispeten kısa olması ve seri üretime kıyasla parça başı maliyetin yüksekliği gibi kaçınılmaz sınırları olsa da; özellikle pazara çıkış hızınızı (time-to-market) artırırken alacağınız finansal riskleri sıfırlaması yönüyle paha biçilemez bir avantaj sunar.
Otomotiv içi yenilikçi donanımlardan sertifikasyon bekleyen kritik medikal cihazlara kadar çok geniş bir spektrumda, 200 adedin altındaki tüm imalat ihtiyaçlarınız için vakum döküm teknolojisine yatırım yapmak şirketinize ciddi bir rekabet çevikliği kazandıracaktır. Donanım projenizi bir sonraki aşamaya taşımaya ve kalıp yatırımı yapmadan seri üretim kalitesini tecrübe etmeye hazır mısınız? Vakit kaybetmeden hızlı fiyat teklifi alabilir veya tasarımınızın üretilebilirliğini tartışmak üzere mühendislik ekibimizle iletişime geçebilirsiniz.
Saniyeler İçinde Fiyat, Günler İçinde Parça
3D dosyanızı yükleyin, üretim teknolojisini seçin ve anında maliyet analizi alın. Beklemek yok, minimum sipariş limiti yok.